SCL-L102 высокоточная (фиксированный вес) и система фиксации длины
Обзор:
Система использует системы машинного зрения и лазерной локации для измерения ширины, толщины и длины плиты с фиксированной длиной. Измеренные данные передаются в хост-систему посредством удаленной передачи по оптоволоконному кабелю. Хост-система рассчитывает вес каждой плиты. на основе различных типов стали и удельного веса, что обеспечивает фиксированное измерение длины и фиксированный контроль веса отлитого сляба, что позволяет точно контролировать процесс выплавки стали в процессе производства. После того как система выполняет стрижку по весу и длине, вес и длина системы калибруются с помощью онлайн-измерений системы взвешивания, тем самым обеспечивая обратную связь с моделью системы с фиксированной длиной.
Машинное зрение также можно использовать для автоматического определения номера сляба в режиме онлайн (автоматическая проверка), а вес и номер сляба могут автоматически сохраняться в локальной базе данных для использования системой производства и управления.
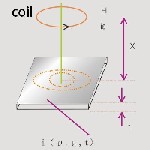
Принцип измерения системы:
На верхней поверхности заготовки установлен набор линейных ПЗС-камер и лазерный дальномер. Благодаря машинному зрению и лазерной коррекции мы можем добиться точного измерения формы заготовки. Благодаря точному контролю формы заготовки, коэффициента теплового расширения заготовки и плотности заготовки при текущей температуре мы можем получить качество заготовки и в то же время добиться высокоточной качественной калибровки, то есть фиксированного веса и калибровки. . Эту систему можно использовать совместно с системой определения и проверки веса.
Система использует онлайн-безбарьерный метод взвешивания слябов непрерывной разливки со скрытым интегральным роликовым конвейером и интегрирует данные взвешивания в интеллектуальную модель управления. Модель, система взвешивания заготовок и система фиксированного веса и длины автоматически собираются с помощью сигналов для реализации замкнутого управления моделью системы и оптимизации точности фиксированного веса.
Особенности оборудования продукта:
Технология управления резкой заготовок фиксированного веса и фиксированной длины является конкретным воплощением бережливого управления производством стальной продукции. В эпоху высококачественной конкуренции за стальную продукцию только передовые интеллектуальные технологии и управление могут снизить затраты, улучшить качество и улучшить качество продукции. и повысить конкурентоспособность рынка.
1. Данными можно управлять по сменам, времени разливки, дню, неделе, месяцу и т. д. Данными также можно управлять по спецификациям, производственной мощности, качеству и т. д.
2. Каждый поток может отправлять сигналы предварительного зажима, зажима, резки, подъема роликов, опускания роликов и обратные сигналы режущей машины в соответствии с требованиями пользователя.
3. Высокая точность обнаружения и резки, контролируемая длина и точность определения размера ± 1 мм, а также точность определения размера более 0,5 ‰.
4. Нечувствителен к другим световым помехам высокой интенсивности, преодолевая влияние солнечного света, дуговой сварки и других источников света.
5. Монитор отображает текущее состояние горячей стальной заготовки в режиме реального времени и отображает соответствующие параметры.
6. Лазерное измерение расстояния и машинное зрение CCD используются для расчета веса сляба и оптимизации резки фиксированной длины.
7. Исторические данные резки сохраняются автоматически, и система может устанавливать правила для исторических данных.
8. Поддерживается свободное преобразование фиксированной длины, а оператору доступны несколько режимов работы на выбор.
9. Принять передовые высокотемпературные лазерные измерения и технологию CCD с линейной матрицей.
10 Система предоставляет богатые интерфейсы для связи с управляющим ПЛК.
11. Подходит для систем газовой резки различных машин непрерывного литья заготовок.
12. Обеспечить автоматическое, верхнее положение и ручное управление резкой.
Основные технические требования:
Диапазон ширины контролируемой плиты: 120~2000 мм.
Диапазон длин контролируемой отливки: 1000~20000 мм.
Диапазон толщины контролируемой отлитой плиты: 35~400 мм.
Скорость движения заготовки: < 3,5 м/с
Скорость движения заготовки:
от 05 авг 2024, 6:48
до 02 янв 2026, 6:48
, , ,